
联系我们
CONTACT US
全国服务热线
0371-63760001业务电话:132 8388 9766
公司地址:郑州高新区莲花街316号电子电器产业园
电子邮件:158132736@qq.com
详细信息
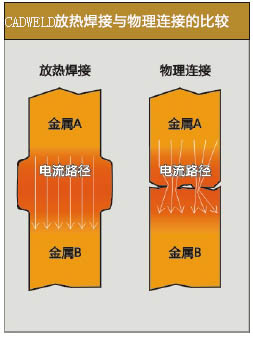
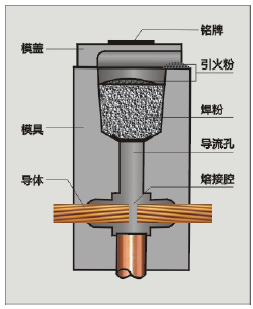
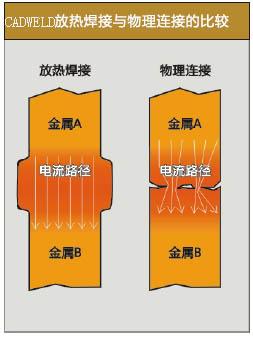
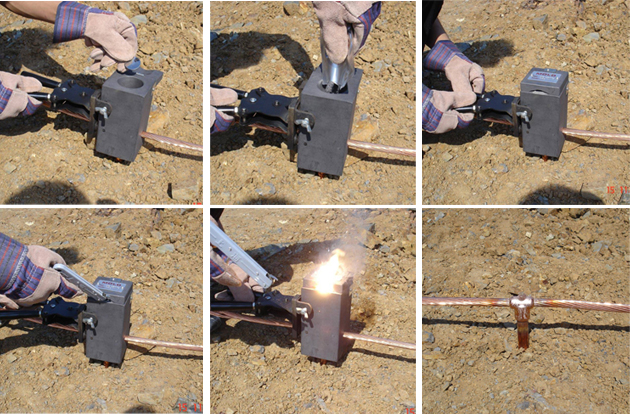
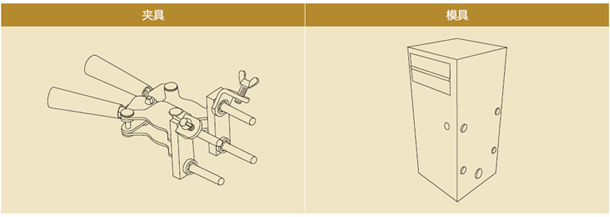
变电站接地施工的放热焊接工艺特性放热焊接工艺可广泛应用于焊接铜,铜合金,镀铜钢,各种合钢包括不锈钢以及高祖加热热源材料。 放热焊接工艺定义放热焊接是一种简单,高效率,高质量的金属连接工艺,它利用金属化合物化学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在特质的石墨模具的焊接室中形成一定形状,尺寸,符合工程需求的熔焊接头。当前,放热焊接已经普遍取代了遗忘金属之间的机械物理连接方法。很多国际标准均推荐在接地系统中使用放热焊接工艺,如IEEE,IEC,NEC,ASME等。 |
 |
放热焊接工艺优点
|
 |
|
||||||||||||||||||||
|
|||||||||||||||||||||||
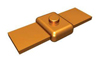
扁带与扁带连接
 |
 |
 |
 |
 |
| BB1 | BB3 | BB7 | BB14 | BB44 |
扁带与接地棒连接
 |
 |
|||
| BR2 | BR3 |
电缆与扁带连接
 |
 |
 |
||
| CB1 | CB4 | CB5 |
电缆与电缆连接
 |
 |
 |
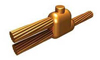 |
| CC1 | CC2 | CC4 | CC6 |
电缆与接地棒连接
 |
|
|
||
| CR1 | CR2 | CR3 |

郑州凯威防雷技术有限公司 版权所有
公司地址:郑州高新区莲花街316号电子电器产业园
手机13938510282 13283889766
微信号 13283889766
咨询电话:0371-63760001

